
一.什么是展开图
展开图的立体表面可看作由若干小块平面组成,把表面沿适当位置裁开,按每小块平面的实际形状和大小,无褶皱地n开在同一平面上,称为立体表面展开,展开后所得的图形称为展开图,工作过程俗称放样,其主要目的是为下料做准备,常用的展开作图有平行线法,放射线法和三角形法等。使用哪种方法做展开图恰当,应视构件表面形状而定。
二.常见绘制办法
1.平行线法展开
Ø 平行线法展开的基本原理
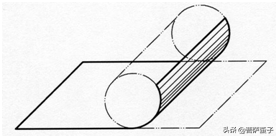
平行线展开的原理是将零件的表面看作由无数条相互平行的素线组成,取两相邻素线及其两端所围成的微小面积作为平面,只将第一小平面的真实大小,依次画在平面上,就得到了表面的展开图。
Ø 平行线法展开的特征
只有当圆柱形状形体所有彼此平行的素线都平行于某个投影面时,平行线法展开才可以应用
Ø 平行线法展开的作图步骤
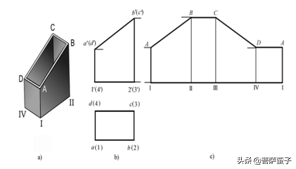
A.任意等分断面图。
B. 在与该视图素线垂直方向上截取一线段使其长度等于正断面
C. 将交点依次连接,完成展开图
2.放射线展开法
Ø 放射线展开法的原理
Ø 放射线展开法的作法
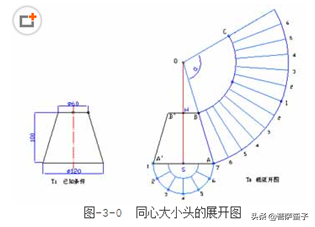
l 针对素线有同一顶点的锥面,根据其结构,依照一定的规则,将该曲面划分为N个共一顶点、彼此相连的三角微面元;对每个三角曲面元,都用其三顶点组成的平面三角形逐个替代,即用N个三角形替代整个曲面,其替代误差随着N的增加而减小;
l 在同一平面上按同样的结构和连接规则组合画出这些呈放射状分布的三角形组,逐步得到模拟整个曲面的近似展开图形;因为共一顶点这些三角形的边形成一组放射线;
l 利用这一组放射线我们可以将其他相似的展开曲线、开孔线等画出来;
l 确定替代元的数量N是很重要的实际问题,N过大,增大工作量和劳动时间;
N太小,精度达不到要求;N一般根据误差大小、加工工艺和材料性质等因素通过实践选择。
3.三角形展开法
Ø 三角形展开法的原理
原理是将零件表面分成一组或很多组三角形,然后求出各组三角形每边的实长,并把它们的形状依次画在平面上,得到展开图.。三角形的展开法-----在立体造型的俯视图上确定素线的位置,再根据立体造型的高,运用直角三角形边长关系,找到每条素线的实际长度,再根据上、下口的实际线型长,依次确定展开图形中各个点,光顺连接即可完成展开图
Ø 三角形展开构件表面的步骤
l 在基本视图中将形体表面正确分成若干小三角形。求所有小三角形各边的实长。
l 以基本视图中各小三角形的相邻位置为依据,用已知的或求出的实长为半径。通过交轨法,依次展开所有小三角形,最后将所得的交点视构件具情况用曲线或折线连接起来,由此得到所需构件的展开图。
另外,立体表面分为可展和不可展两种。多面体的表面都为可展。曲面体中只有柱面、锥面和切线面为可展曲面,因为这些曲面上相邻素线平行或相交,可以构成小块平面。对于不可展曲面,工程实际中一般把它们近似为相应的可展曲面,进行近似展开。
三.几种常见案例
1.圆顶方底通风管的展开图画法
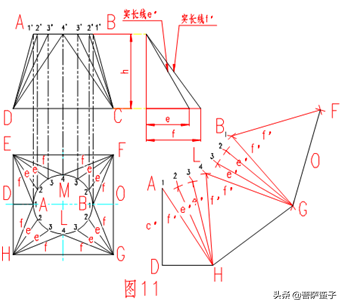
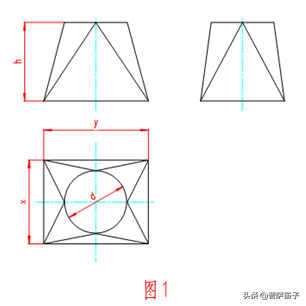
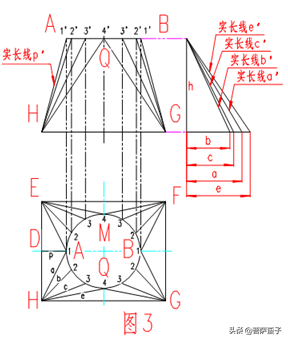
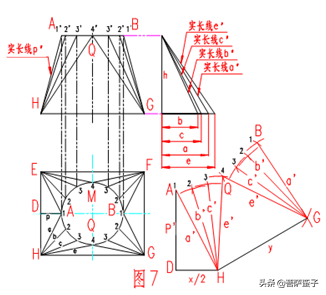
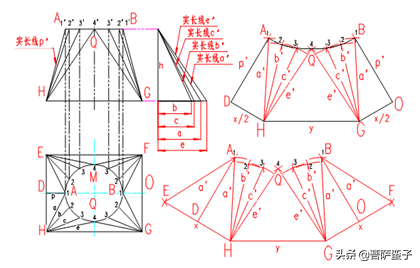
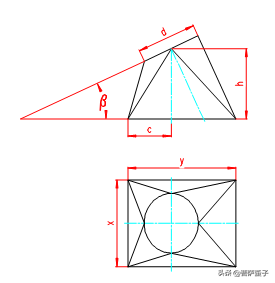
圆顶方底通风管也称天圆地方,如图1所示。从图2所示的投影图中已知尺寸方底边长a、顶圆直径d、高h。
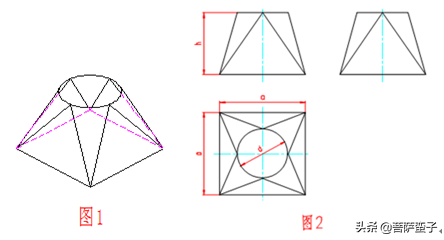
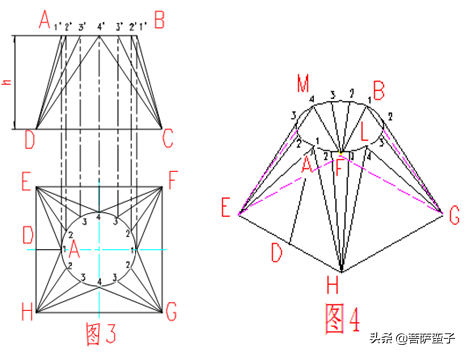
从视图中可以看出,天圆地方是由四个相等的等腰三角形和四个具有单向弯度的圆角部分所组成。等腰三角形展开实形还是等腰三角形,而圆角部分的弧长和弦长差距就很大,因此,必须将圆周分成若干等分,以便达到弦长近似等于弧长,再加画辅助线才能作出圆角部分的展开图。将图2的俯视图圆周分成12等分,同时画出辅助线,这些辅助线可以叫做投影线。再将俯视图的等分点投影到主视图顶口,画出辅助线,如图3、图4所示。从视图中可以看出,这些投影线都是倾斜的。在主视图向里倾斜,投影高度为h。因此,这些投影线都不表示实长。
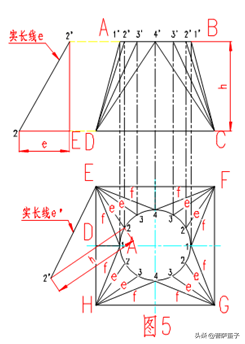
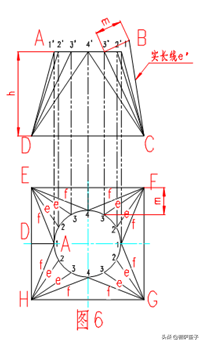
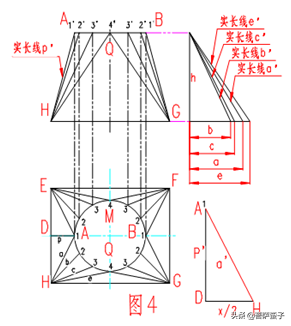
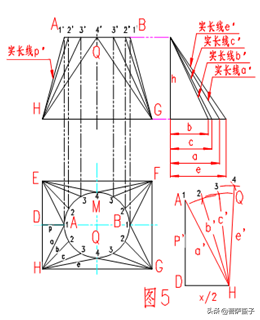
Ø 求实长线的方法,一般常用的有两种:一种是用俯视图投影线和主视图高度支线求出,如图5所示。
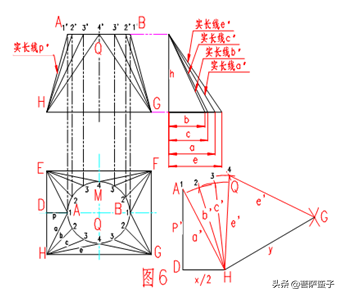
另一种是用主视图投影线和俯视图投影线的两点水平距离支线求出,如图6。下面用各投影线的实长线,画出展开图。
l 展开图画法:
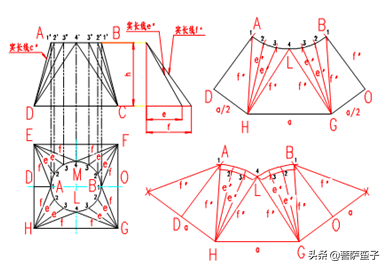
Ø 先画ADH三角形部分:
画一条水平线DH,使DH等于方底边长的一半,即DH=EH/2,过D点,作DH的垂线AD,使AD等于实长线c′,即AD= c′,联接AH,侧AH等于实长线f′。
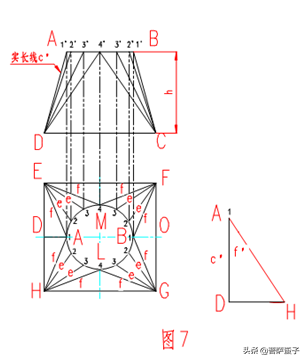
Ø 画AHL单向弯度的圆角部分:
作出实长线e′和实长线f′。
以H点为圆心,分别以e′和f′为半径画圆弧。
以A点为圆心,1、2点弧长为半径画圆弧交Re′弧于点2,以点2为圆心,1、2点弧长为半径 画圆弧交Re′弧于点3,以点3为圆心,1、2点弧长为半径画圆弧交Rf′弧于点4。
Ø 画LHG等腰三角形部分:
以L点为圆心,f′长为半径画圆弧,以H点为圆心,HG长为半径画圆弧,两弧交于点G;
Ø 画LGB单向弯度的圆角部分:
以G点为圆心,分别以e′和f′为半径画圆弧。
以L点为圆心,1、2点弧长为半径画圆弧交Re′弧于点3。
以点3为圆心,1、2点弧长为半径画圆弧交Re′弧于点2,以点2为圆心,1、2点弧长为半径 画圆弧交Rf′弧于点1(即B点)。
Ø 画BGF等腰三角形部分:
以B点为圆心,f′长为半径画圆弧,以G点为圆心,GF长为半径画圆弧,两弧交于点F。
Ø 画BFM单向弯度的圆角部分:
以F点为圆心,分别以e′和f′为半径画圆弧。以B点为圆心,1、2点弧长为半径画圆弧交Re′弧于点2,以点2为圆心,1、2点弧长为半径画圆弧交Re′弧于点3,以点3为圆心,1、2点弧长为半径画圆弧交Rf′弧于点4(即M点)。
Ø 画MFE等腰三角形部分:
以M点为圆心,f′长为半径画圆弧,以F点为圆心,FE长为半径画圆弧,两弧交于点E;
Ø 画MEA单向弯度的圆角部分:
以E点为圆心,分别以e′和f′为半径画圆弧。以M点为圆心,1、2点弧长为半径画圆弧交Re′弧于点3,以点3为圆心,1、2点弧长为半径画圆弧交Re′弧于点2,以点2为圆心,1、2点弧长为半径画圆弧交Rf′弧于点1(即A点)。
Ø 画AED三角形部分:
以A点为圆心,c′长为半径画圆弧,以E点为圆心,ED长为半径画圆弧,两弧交于点D;
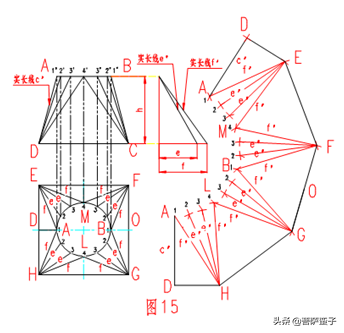
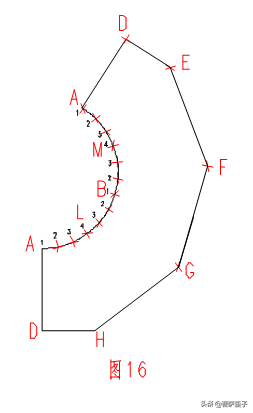
Ø 联接各点,如图16所示,即是天圆地方的展开图。
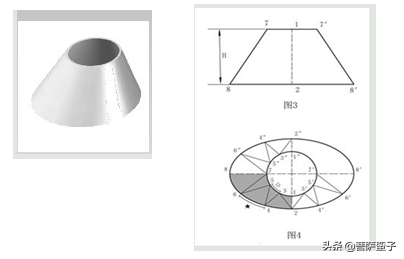
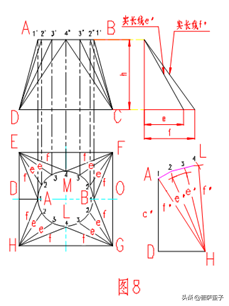
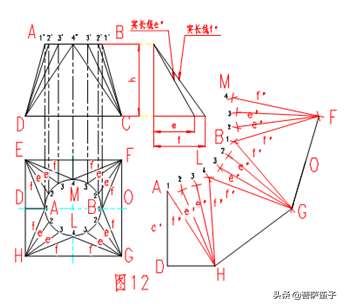
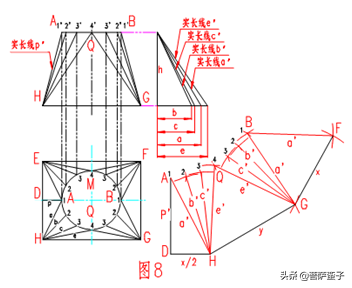
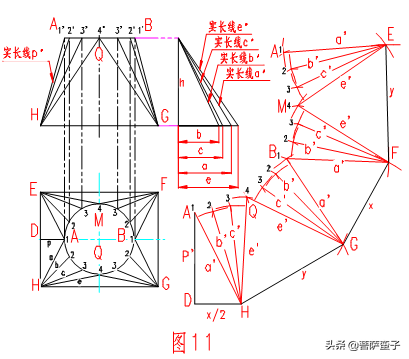
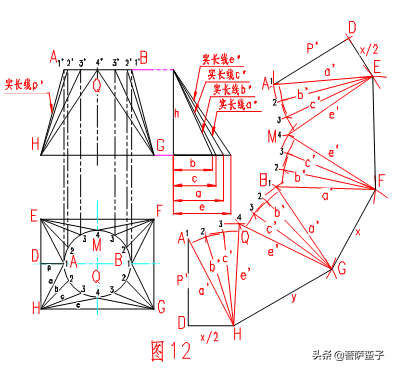
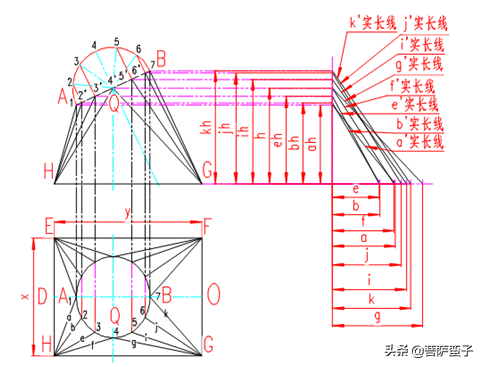
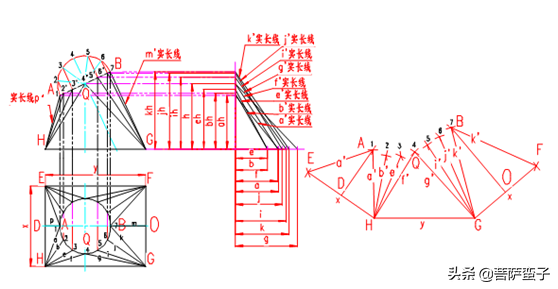
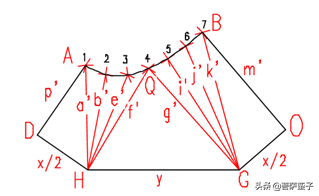
2.圆顶矩形底通风管的展开图画法
如图1所示,是一个圆顶矩形底通风管;从图中已知尺寸,矩形底短边长x、长边长y、顶圆直径d、高h。
l 展开图画法:
Ø 先将俯视图中的圆周分成12等分,把各等分点与对应角点连接。
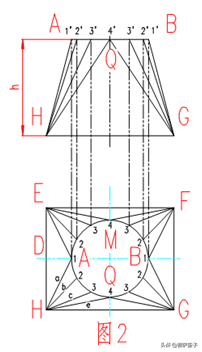
Ø 画出各投影线的实长线.如a′、b′、c′、e′、p′。
Ø 先画ADH三角形部分:
画一条水平线DH,使DH等于方底边长的一半,即DH=x/2,过D点,作DH的垂线AD,使AD等于实长线p′,即AD= p′,联接AH,侧AH等于实长线a′。
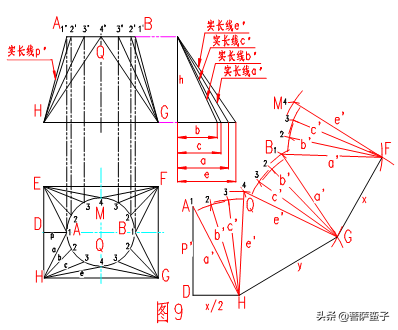
Ø 画AHQ单向弯度的圆角部分:
以H点为圆心,分别以b′、c ′和e′为半径画圆弧。
以A点为圆心,1、2点弧长为半径画圆弧交Rb′弧于点2,以点2为圆心,1、2点弧长为半径画圆弧交Rc′弧于点3,以点3为圆心,1、2点弧长为半径画圆弧交Re′弧于点4(即Q点)。
Ø 画QHG等腰三角形部分:
以Q点为圆心,e′长为半径画圆弧,以H点为圆心,y长为半径画圆弧,两弧交于点G;
Ø 画QGB单向弯度的圆角部分:
以G点为圆心,分别以a′、 b′和c′为半径画圆弧。以Q点为圆心,1、2点弧长为半径画圆弧交Rc′弧于点3,以点3为圆心,1、2点弧长为半径画圆弧交Rb′弧于点2,以点2为圆心,1、2点弧长为半径画圆弧交Ra′弧于点1(即B点)。
Ø 画BGF等腰三角形部分:
以B点为圆心,a′长为半径画圆弧,以G点为圆心,x长为半径画圆弧,两弧交于点F。
Ø 画BFM单向弯度的圆角部分:
以F点为圆心,分别以b′、 c′和e′为半径画圆弧。以B点为圆心,1、2点弧长为半径画圆弧交Rb′弧于点2,以点2为圆心,1、2点弧长为半径画圆弧交Rc′弧于点3,以点3为圆心,1、2点弧长为半径画圆弧交Re′弧于点4(即M点)。
Ø 画MFE等腰三角形部分:
以M点为圆心,e′长为半径画圆弧,以F点为圆心,y长为半径画圆弧,两弧交于点E;
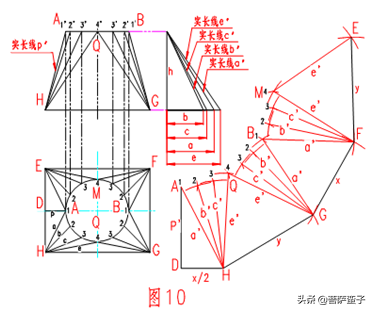
Ø 画MEA单向弯度的圆角部分:
以E点为圆心,分别以a′、 b′和c′为半径画圆弧。以M点为圆心,1、2点弧长为半径画圆弧交Rc′弧于点3,以点3为圆心,1、2点弧长为半径画圆弧交Rb′弧于点2,以点2为圆心,1、2点弧长为半径画圆弧交Ra′弧于点1(即A点)。
Ø 画AED三角形部分:
以A点为圆心,p′长为半径画圆弧,以E点为圆心,x/2长为半径画圆弧,两弧交于点D;
Ø 联接各点,如图13所示,即是圆顶矩形底通风管的展开图。
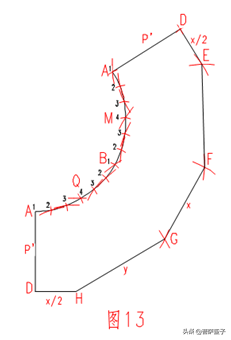
Ø 在生产中为便于折弯,对称图形只画一半展开下料尺寸图
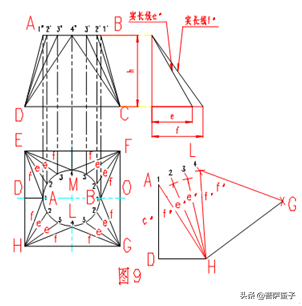
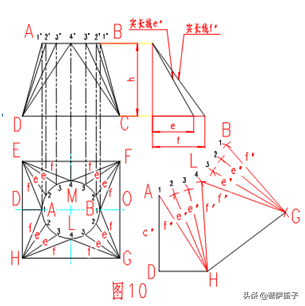
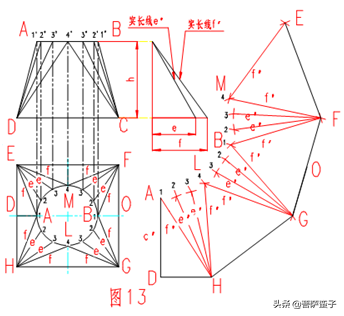
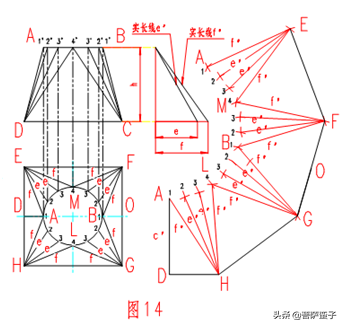
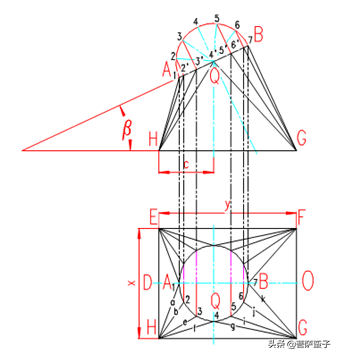
3.圆斜顶矩形底通风管的展开图画法
如图所示,是一个圆斜顶矩形底通风管;从图中已知尺寸,矩形底短边长x、长边长y、斜顶圆直径d、圆心高h、角度β、圆心距c。
l 展开图画法:
Ø 作斜圆顶直径的半圆,将半圆周分成6等份,将各分点作斜圆直径的垂线,根据垂线与直径的交点,找出俯视图中圆周的对应点。作出各点与对应角点连线的投影线。
Ø 作出各投影线的实长线。
Ø 根据投影线和实长线画出各展开尺寸的对应点。
Ø 联接各点,如图所示,即是斜圆顶矩形底通风管的一半展开图。
四.图面展开注意事项
l 展开方式要合理,尽可能减小不必要的工序及考虑加工方便性。
考虑实际加工工艺合理安排加工工序(孔与折边距离,压铆.折弯加工工艺,焊接加工工艺等),以上情形要考虑加工顺序的安排。
l 合理选择间隙及包边方式。
间隙及包边关系的选择的一般原则为:长边包短边,折弯展开间隙为0.2~1mm(根据板材板厚不同而取值不同)
l 必须合理考虑公差。
图面公差标注有如下几种:
ü A+a(公差不必考虑);
ü A0+a(不喷涂,表面氧化件不考虑公差;喷涂件必须要走公差);
ü A0-a(必须走公差);
ü A0+a-a(走平均公差);
ü 对于组焊件,必须考虑产品装配、总成的公差(对零件成型所有误差要判有,如焊接变形、折弯回弹等),从而正确确定单个零件的公差范围。
l 对于门板类及盒体必须考虑毛刺方向。
对于该类零件的展开,必须要考虑毛刺,达到折弯后毛刺向里.对于一些大门板类零件设计时如未考虑烤漆掉挂工艺孔,而该类零件又无其它孔,在展开时考虑加开掉挂工艺孔;
l 抽牙、压铆、冲、撕裂等位置方向必须明确,画出剖面图。
l 对于图面上不同孔径的孔为了加以区别应在图面上用字母分别标识,不同孔径采用不同的字母。
l 必须选择合理刀具。
l 考虑烤漆及喷粉膜厚。
l 尺寸标注规范化、齐全、楚,压铆类标注需统一规范化。
l 技术要求明确。
l 特殊角度折弯系数及内R角变化要试验确定。
l 部分尺寸较多的地方可画出放大图以便清楚表达。
l 易出错的地方需重点提示,如不对称零件,部分零件可在展开图上画出折弯示意。
l 对于需保护的地方要加以标示。
l 拉丝件要标明拉丝方向。
五 展开图的绘制技巧
l 拼凑法:对于孔种类其数量繁多如盒体类零件,在展开时先依零件图示视图1:1的比例绘出, 然后将各视图选一些特征点将其组合,该法绘制展开图准确,效率高.
l 中性层法:较大圆弧成型.较大角度异形折弯等展开时采取中性层法展开.
l 对称法:形状结构呈对称性分布的零件在绘制展开图时采取对称展开,可大大减小绘图时间
l 特征点法:两点定线的原理展开异形件,根据各个特征点首尾相互衔接达到所需的展开形状.